



The effector is a robot’s main method of interacting with its surroundings. The effector is controlled by the robot and can be in the form of wheels, fingers, a tool or any physical construction that makes the robot act within its working envelope.
Effectors are among the most important, most customised parts of any robot, and the robot’s purpose defines the requirements for the effector, or effectors. In industrial robotics the end effector is typically either a gripper or a tool.
Read this article to find out more about the common effector types, their applications and design considerations.
Basic concepts
In order for actuators to perform a physical movement in an environment an effector is needed to transform (electric) energy into movement. Most simple actuators only control one degree of freedom (DOF), typically linear or rotational.
The task the robot needs to perform defines the system requirements for the effector and, indirectly, the DOF needed. The greater DOF an effector has, the more sensors are needed and the more complex the required programming becomes.
The DOF of a robot can be considered a system constraint. The DOF number of the overall system includes the DOF of the robot plus the additional DOF of the effector. Yet most effectors only add a single DOF to the overall system.
The most common effector types
Grippers
The most common effector types in robotics are grippers. Grippers are end effectors that aim at picking, holding and placing an item. Grippers can be unilateral or multilateral, which refers to the number of contact points between the gripper and the target object. There are four general categories of robot grippers:
- Impactive – mechanical jaws that use form closure or force closure
- Ingressive – pins or any other construction that penetrates the surface of the object (often used for textile and CRFP handling)
- Astrictive – suction by means of vacuum, magnetism or electroadhesion
- Contigutive – adhesion through direct contact using glue or surface tension
Impactive (mechanical grippers) apply the principle of force closure or form closure to pick and hold items. Force closure grippers are typically multilateral, while form closure grippers can be unilateral.
The actuation of those mechanical grippers can be divided into four different mechanisms, all of which require only one actuator:
- Linkage actuation – via joints and linkage the lateral movement is transformed, making the grippers close
- Gear and rack actuation – a lateral movement is transformed into two counter-rotating rotational movements, shifting the gripper together
- Cam actuation – a conical shape is shifted between two ends of a gripper that are fixed, allowing for rotation
- Screw actuation – rotational movement is transformed into lateral movement
Mechanically actuated grippers are typically actuated with the means of an electric motor or servo. Other sources of actuation could also be pneumatics or hydraulics, where the source of the activation would come from a cylinder that provides linear movement, which is then transformed into the necessary final movement using linkages.
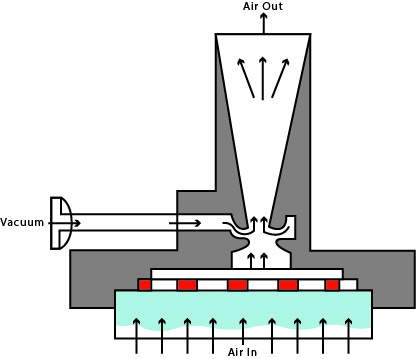
Types of astrictive grippers include suction and vacuum grippers. These are typically of unilateral nature, meaning they only create one point or surface of contact. They are mechanically rather simple but must be customised according to their specific application.
Suction cups are used to lift objects with simple, mostly planar, surfaces. The suction cup is evacuated of air during the time the object should be bound to the gripper. When the object has to be released or placed, air valves are opened to release the vacuum.
Simple astrictive grippers include adhesive grippers which use only one contact surface, with the advantage that no constant suction is needed to maintain the adhesion. Instead, only lightweight materials can be lifted, and the gripping reliability obviously diminishes over cycle time.
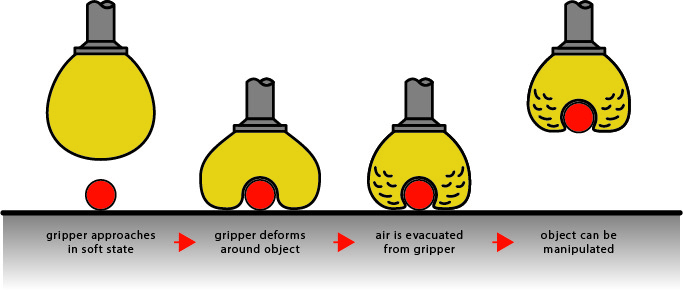
Another concept of grippers with a more universal use is the soft and deformable general-purpose vacuum gripper. This concept can be considered a hybrid between impactive and astrictive. A deformable spherical shape filled with granular material is placed over the object to be lifted. The gripper shape deforms and wraps around the object and then air is evacuated from the gripper head. This makes the gripper head stiff and creates an almost perfect form closure, so the object can be lifted.
Tools
Among the most commonly used industrial end effector types are welding torches. Formerly welding robots were general-purpose industrial robots with a high payload capability that were equipped with a welding torch as end effector. But with the increased demand for welding robots, manufacturers have developed distinct welding robot systems that are smaller and cheaper.
Other types of tools for end effectors include power wrenches, drilling modules and rivet fasteners to name a few.
For production areas where maximum flexibility is required a multi-function end effector (MFEE) can be used. Such MFEEs offer many of the tools mentioned above in one unit, but this comes at a price in terms of volume, weight and general sturdiness.
Depending on the task, a robot head can simply consist of a set of sensors. A robot’s head repeatability and accuracy make it ideal for product quality inspection. For example, a camera head with additional laser sensors can check a product for the correct
dimensions and surface finish, whereas 3D scanners can measure and digitise the full-size object.
Sensors
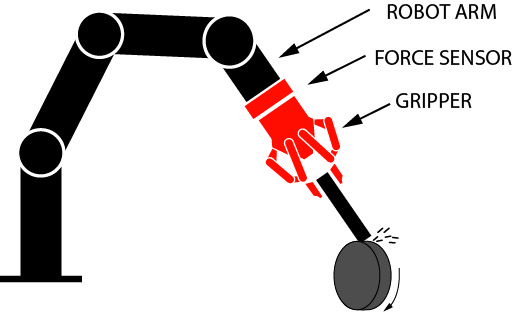
Sensors play a very important role in robotics. But apart from the sensors that are built into the robot, the effectors often come with their own set of sensors that are essential for the robot to safely and accurately perform its tasks. The most commonly used sensor is the ‘force torque sensor’. As the name suggests, this device is able to sense forces in all three axes and torque on all three axes. This makes the FT sensor (as it is commonly known) a sensor for all six DOF. The FT sensor is typically placed between the end effector and the wrist of the robot. This way the FT sensor can accurately measure the force exerted on an object.
Conclusion
The most commonly used end effectors are grippers. As the requirements for grippers vary with the shape and nature of the object that has to be collected, grippers are often highly customised. Other end effectors are specific or multi-purpose tools for drilling, welding, screw fastening, grinding, to name a few. As the role robots play in production processes attains more importance, robot manufacturers are likely to focus on developing application-specific robots that are cheaper and lighter as opposed to general-purpose robots with customised effectors.




