



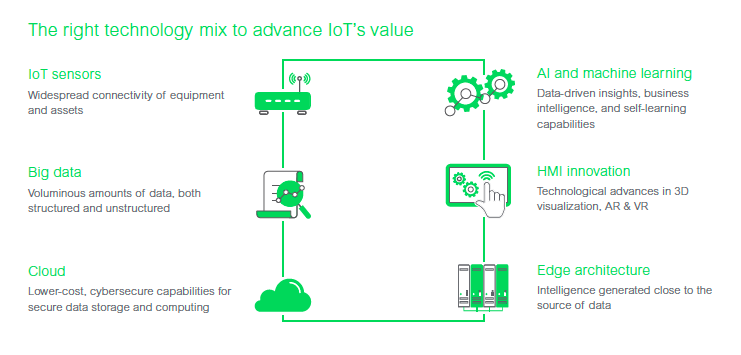
The business of manufacturing continues to undergo considerable transformation. Government initiatives, such as Industry 4.0, are responsible for driving manufacturing and operational efficiencies improvements. Many processes and automation improvements become realised using industrial internet of things (IIoT) technologies. With sensors and actuators implemented throughout industrial processes and on production assets, analysis and control systems can optimise individual processes and achieve production efficiencies in real-time. Deploying intelligent and smart sensors also brings machine learning and AI technologies into manufacturing.
With more information on what is happening on the production floor, plant management benefits from the business insights the data yields. However, predicting and simulating further potential efficiency improvements of the physical assets can only be taken so far. The latest trend that promises to deliver even more production efficiencies is the Digital Twin.
This article explains what a digital twin is, what it can deliver, and how plant management can implement a digital twin solution. We showcase several solutions from leading industrial automation suppliers to add depth and insight to guide readers in selecting critical aspects of a digital twin implementation.
The age of the Digital Twin
Advances in technology often result in change. Changes in how an industry or market operates may take a while, but the impact can be significant over several years. Take the manufacturing industry, for example. The first step towards computer-controlled process automation saw sensors and electrically operated actuators fitted to a range of manufacturing equipment; the next step networked groups of associated production assets together. Plant management could then monitor and determine operating effectiveness and asset efficiency at a process level.
A decade ago, the fourth industrial revolution – Industry 4.0 – combined with the developing industrial internet of things (IIoT) to herald even more efficiency improvements by deploying connected sensors and control systems. Today’s factory is becoming a lean, efficient, and highly effective operation.
As technologies advance, so does the opportunity to squeeze more efficiency out of an already effective operation. Artificial intelligence systems using machine learning algorithms and low power battery-less sensors are already starting to crunch their way through masses of production data in real-time.
One vital aspect previously missing from their operation for factory owners and plant management was the ability to simulate and model production assets, processes, and, in many cases, the whole factory. Like any system or process, whether an operational cost calculation or a packaging machine, a deeper understanding of its functions can reveal many insights that might uncover potential improvements and commercial benefits.
Decades ago, the digital twin concept was born to represent a digital replica of a process so its operation could be simulated and modelled for budgeting and planning purposes. However, creating a digital or virtual representation of a physical production asset needs immense data volumes. With the march of Industry 4.0, IIoT, and now AI, a digital twin for industrial applications is possible – see Figure 1.
Uncovering the business value of digital twins
A digital twin can represent many things; it is an all-encompassing term with a broad range of definitions. As already highlighted, it can apply to a process with machinery and human interactions workflows. Equally, the term applies to a system, which, in this context, could be an airport baggage handling operation or an individual item of industrial automation, a robot, for example. Robot design teams employ a digital twin of their product to help guide future robots’ continued development and operation.
Whatever you create a digital twin of, the chances are that it will provide insights you could never gain any other way. A digital twin is a virtual representation because it is created from software using masses of data. From another perspective, it may appear to be a mathematical model that allows the simulation of the physical item.
Although digital twins offer opportunities for simulation and modelling, they can reveal many more insights that benefit the process and operation. A digital twin is an end goal; it is a continuous learning platform or framework from which a business can assist in running a process, the function of a product, or a system-wide outcome, all based on real-world data.
Business outcomes can be wide and varied, from increasing productivity to optimising production processes and improving safety by anticipating and preventing incidents. Insights can benefit both the digital twin owner and any service providers engaged in service delivery, mitigating risks, and reducing costly downtime.
Digital twins also have a role in training, helping new employees fully understand how a process operates and sub-processes interact in a safe and non-impactful environment. During the planning stages of new production facilities, access to digital twins can streamline the development of new methods and plant implementations.
Getting started with a digital twin
Most experts highlight the value of partnering with a relevant and respected industry provider to guide you through the early stages of embracing a digital twinning approach. There are many considerations, among the first of which is where do you start, a production line or an individual asset? Key factors include what data you already have and whether you have already implemented any AI or machine learning systems.
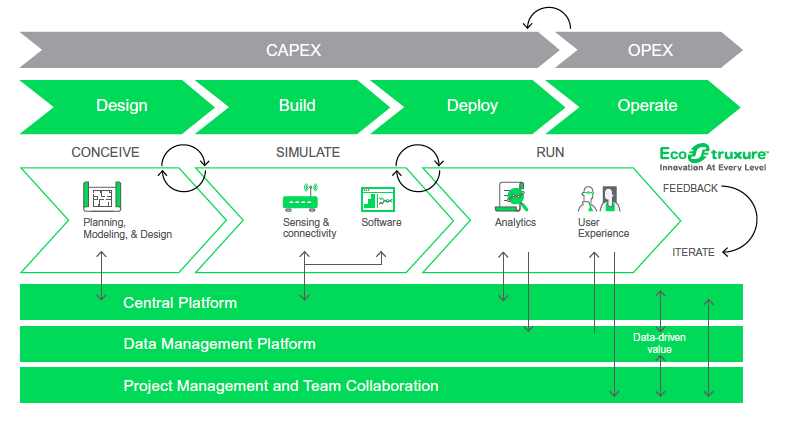
Schneider Electric Ecostruxure framework
Schneider Electric, for example, has developed an ecosystem framework – see Figure 2 – that covers the whole lifecycle of an asset to determine how data are managed.
Siemens MindSphere
MindSphere is a comprehensive cloud-based industrial IoT as a platform as a service (PAAS) solution from Siemens. MindSphere is built on the tried and tested Siemens Mendix application platform and uses advanced analytics, AI, and machine learning with IoT solutions to optimise your operation from the edge to the cloud.
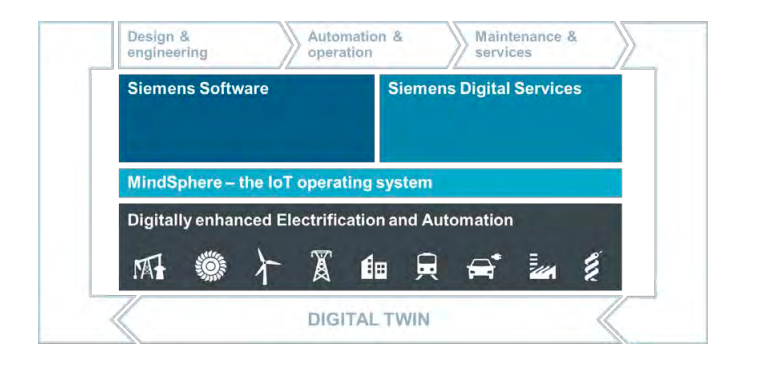
MindSphere provides customers with the capability to create closed-loop digital replicas of physical production assets in the digital domain. Analysis of stored and real-time data facilitates the capacity to support production assets throughout their lifecycle, from product design to production planning to commissioning and onward to operation and maintenance cycles. Figure 4 showcases the ecosystem of the Siemens MindSphere platform.
The Siemens MindSphere: Digitalize and Transform service is just one part of the overall solution that allows manufacturers that have already embraced IIoT to take the next step in further transforming their business models. It enables asset-as-a-service providers to strengthen and broaden their customer engagement based on real-life data optimisations. MindSphere also makes it easy for customers to develop, test, and run complex IoT applications and trial deployments across their business without impacting current production schedules.
MindSphere can support a wide range of different applications, from digital factory, transportation, green energy, process industries, to healthcare as illustrated in Figure 5.

FESTO Smartenance
Keeping production assets and processes running is an increasingly essential aspect of today’s highly effective manufacturing operation. Unexpected plant failures impact tight production schedules, affect customers, result in material wastage, and severely damage a manufacturer’s reputation. Technology now assists plant maintenance teams with an ever-increasing array of sophisticated condition-based monitoring techniques so engineers can schedule repairs and swap-outs to accommodate planned down-time periods. For example, edge node sensors attached to motors monitor vibration signatures and machine learning algorithms ‘listen’ for anomalies indicating potential failure early signs.
FESTO was the first company to incorporate a smart field device, the energy efficiency module MSE6-E2M, into the MindSphere via its own IoT gateway, the CPX-IOT, as part of a trial project.
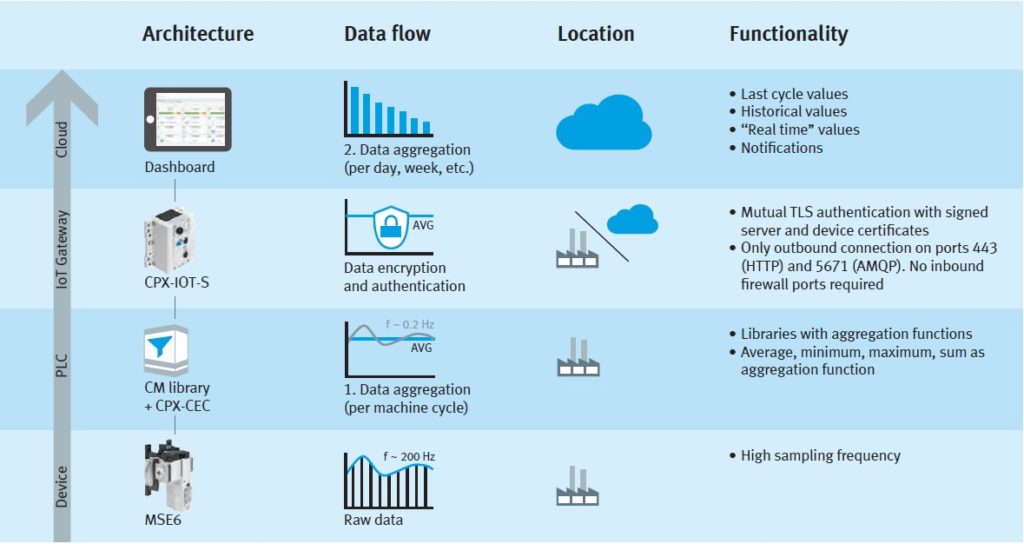
The project presented a simple cloud-based start-up for the customer. In MindSphere, such Industry 4.0 situations allow for the analysis and, more importantly, the combination of disparate data.
Digital maintenance management solutions, such as FESTO’s Smartenance, provide a straightforward, mobile, and efficient tool for maintenance teams. Smartenance’s web browser-based application brings intelligence into the maintenance workflow, keeping maintenance teams informed of the whole site asset maintenance status on a mobile device. Essential asset drawings, maintenance plans, work orders, and task allocation are accessed through Smartenance, significantly simplifying maintenance operations.
Omron enables data-driven maintenance
In its AI Machine Automation Controller, Omron employs artificial intelligence – see Figure 7.
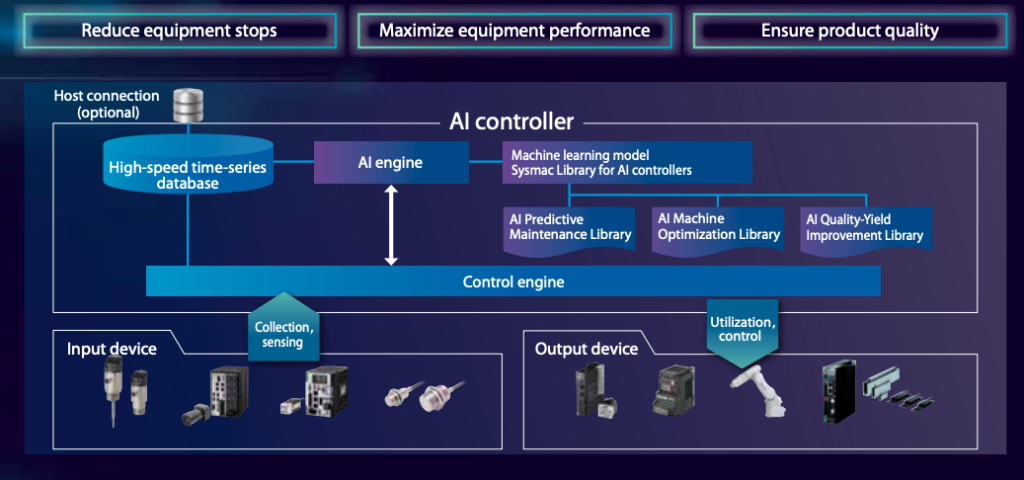
Machine learning algorithms build maintenance predictions from real-time data streams sourced from sensors attached to production assets. The controller establishes the normal behaviour patterns from collected data patterns without being explicitly programmed. This approach detects anomalies so that maintenance teams can be immediately advised, and work orders scheduled. Data drives maintenance decisions rather than maintenance engineers taking a reactive approach. Downtime can be minimised using the Omron AI Machine Automation Controller, improving production efficiencies, and reducing associated lost production costs. Asset maintenance is scheduled when needed rather than routinely or when maintenance staff think it might be necessary.
Understanding asset behaviour and maintenance requirements are crucial for digital twins. Modelling and simulating the through-life operation of an asset takes in every aspect of its performance, including maintenance.
Digital Twins – the next step to enhanced production efficiency
The industrial manufacturing landscape continues to advance as technology leaps become realised. The transformative effects of Industry 4.0 and the IIoT are already delivering significant operation effectiveness improvements for asset owners and service operators. The implementation of digital twins looks set to push operational efficiencies and manufacturing agility even further.




